Ta strona nie jest obecnie dostępna w Twoim języku. Możesz zapoznać się z tłumaczeniem automatycznym, korzystając z usługi Google Translate. Nie jesteśmy odpowiedzialni za świadczenie tej usługi, ani też wyniki tłumaczenia nie były przez nas sprawdzane.
Jeżeli chciałbyś uzyskać więcej pomocy skontaktuj się z nami.
Green energy giant grinds with micron precision
Wind turbines are a striking sight, there is no escaping the fact that they are increasingly in demand to generate renewable power. Producing enormous components such as the bearings presents new engineering challenges, which KMT Lidköping have solved very successfully.
Based in the town of Lidköping in the centre of Sweden, its new hard-turning VTG4000 (Vertical Turning Grinding) machine uses a combination of Renishaw SiGNUM optical linear and angle encoders (obsolete, alternative upgrade: VIONiC™ encoder with RTLC20 scale or RESOLUTE™ encoder with RTLA20 scale) to achieve the accuracy required, and robust Renishaw magnetic encoders on the exposed axes of the cutting heads.
Eive Johansson is Lidköping's VTG Chief Designer; “Our largest machine used to accommodate parts up to 600 mm diameter, but the VTG4000 can handle diameters in excess of 4000 mm, the size of the largest wind turbine bearings. This is hard turning and grinding which can be very demanding, and the positioning accuracy is very important, with a direct effect on the quality of the finished bearings. A standard size machine, using ballscrews on the axes, will manage to maintain a 3 µm form deviation, yet despite the considerable difference in relative size, the VTG4000 has been proven to achieve an exceptional form deviation of less than 1 µm, with feed resolution in 0.1 µm steps.”
Mr Johansson continues, “At the heart of a Lidköping machine are the linear slides. The combination of hydrostatic guideways, air seals and linear motors create a stiff, accurate and maintenance-free system. To achieve dynamic stiffness we need high gain and the gain is linked to the quality of the encoder scales. It also makes a big difference that the angle encoders have the scale integrated directly onto the ring.”
He first saw the Renishaw SiGNUM encoders at the EMO 2007 exhibition in Hannover and there then followed a period of rigorous testing by Lidköping. As Mr Johansson explains, “The choice of Renishaw was easy; we compared different scales assembled on our reference slide and bought the one with the best performance. It was important that the linear encoders could be supplied in a continuous length of at least 4.5 m and SiGNUM is the easiest way to achieve this. The Renishaw encoders also give more resistance to dirt. We have now fitted Renishaw encoders to all four linear slides and as expected, we have had no problems!”
“The rotary table has the same design principle, with hydrostatic radial and axial bearings, air seals and torque motors for the drive. The same analysis was done, and the Renishaw SiGNUM angle encoders were chosen.”
The choice of Renishaw was easy; we compared different scales assembled on our reference slide and bought the one with the best performance. It was important that the linear encoders could be supplied in a continuous length of at least 4.5 m and SiGNUM is the easiest way to achieve this. The Renishaw encoders also give more resistance to dirt. We have now fitted Renishaw encoders to all four linear slides and as expected, we have had no problems!
KMT Lidköping (Sweden)
Encoder installation
All Renishaw encoders feature an integral patented set-up LED which speeds installation and removes the need for complex external/separate set-up equipment, or oscilloscopes.
“One of the best features of the Renishaw encoders is how easy they are to set-up”, comments Mr Johansson. “With the scale attached and the readhead approximately located the indicator lights make it very easy to see how well the two elements are aligned and then make the final adjustments.”
High quality improves safety
It would be easy to assume that there is only one bearing in a wind turbine, but actually there are three different types. Surprisingly, the pitch bearings at the base of the blades are the largest, up to Ø4000 mm in many wind turbines, and probably the most important as they allow the blade pitch to be adjusted. During operation the pitch must be matched to the wind speed or the stress on the blades could cause them to collapse, so the reliability of high quality bearings becomes a necessity. Also if the wind speed becomes too high, usually over 25 km/h, then it is necessary to create a stall condition to protect the blades. Also important are the main shaft bearings and the yaw bearings, which allow the turbine to swivel.
All operations in one set-up
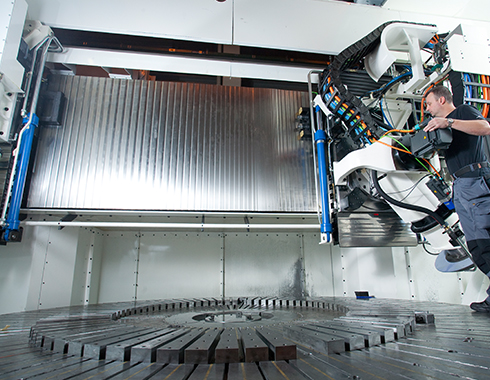
The VTG4000 machine is designed so that the component does not need to be removed between machining operations, by performing both turning and grinding with two separate heads. The two heads can be configured as required, usually grinding/turning or grinding/grinding. This means the x-axis of the machine, which carries the two heads on opposite sides of the component, must be 4.5 m long so that both the grinding and turning tools can access the outside of the part.

Machine design to maximise performance
The VTG4000 is a very solid machine with some parts weighing 35 tonnes. It is therefore very resistant to distortion and thermal variation, which is aided by closely controlled hydrostatic oil temperature and coolant temperature.
Henrik Jonsson, Lidköping Plant Manager, further explains machine construction; “hydrostatic guideways, which we've used since the 1970s, are used for all axes together with the linear motors. This combination is faster, more accurate, and capable of far greater acceleration and deceleration. When you think that you can move the 25000 kg rotary axis with your finger you realise how good the hydrostatic system is!”
Another crucial factor when producing such massive bearings is the thermal condition of the workpiece. During production the part must acclimatise to the factory conditions for at least 48 hours before it is loaded onto the machine.
Features to enhance machine automation
Renishaw's LM10 magnetic encoder systems are fitted to the B-axes of the grinding heads. These encoders are exposed to the harsh conditions of the machine environment but with a non-contact, non-optical design, and sealing to IP68, cannot be affected by coolant or swarf. The LM10 allows up to 100 metres travel and high speed operation of up to 25m/s (4m/s at 1 µm resolution), and is available in digital or analogue output variants, and a range of customer-selectable resolutions.
The machine also uses a Renishaw RMP60 radio signal transmission touch probe to accurately set the part in the machine's co-ordinate system. After the part is placed on the bed of the VTG4000, the RMP60 is loaded into the tool changer in the same way as a cutting tool and used to find the exact position of key features, taking just a matter of seconds. This data is used to update the co-ordinate system in-cycle, such that machining can start immediately, with accurate knowledge of actual part position and dimensions.
To automate another potentially lengthy manual task the grinding wheels can also be exchanged using a tool changer. Although for many tasks a general grinding wheel can be used, it is often necessary to change to a dedicated face grinding wheel, angled wheel or customised profile, known as a ‘dressed wheel'.
Successfully adapting to new challenges
Like the wind turbines themselves, the VTG4000 is an amazing machine in terms of both size and capability, which leaves the viewer with a real sense of awe. Supplying machines as large as the VTG4000 is clearly a significant change over Lidköping's previous business, but by integrating appropriate technologies, like Renishaw encoders, the challenge has been well met.