Pomiary międzyoperacyjne za pomocą sond mogą zwiększyć wydajność obróbki w elastycznych procesach produkcyjnych o 60%
Jeden z najdłużej działających klientów firmy Trevisan, międzynarodowy dostawca zaworów dla sektora wydobycia ropy naftowej i gazowego, poprosił firmę Trevisan o dostarczenie elastycznego systemu produkcyjnego (FMS), który mógłby produkować zawory z wysoką precyzją i wydajnością, przy minimalnej interwencji ręcznej. Firma Trevisan zdcydowała się na wykorzystanie rozwiązań pomiarowych do obrabiarek firmy Renishaw, aby zapewnić poziom kontroli procesu, jakiego wymagał system.
Dodatkowe informacje
Firma Trevisan Macchine Utensili (Trevisan), założona w 1963 roku we Włoszech, jest uznawana za światowego lidera w dziedzinie projektowania i produkcji tokarek do części stacjonarnych. Znajdują one zastosowanie w różnych gałęziach przemysłu, w tym w przemyśle lotniczym, rolniczym, samochodowym, energetycznym i morskim.
Maszyny firmy Trevisan zawsze odznaczały się niezwykle wysoką jakością i standardami inżynieryjnymi. Maszyny są projektowane i produkowane we własnym zakresie, co zapewnia pełną kontrolę nad każdym etapem procesu produkcyjnego.
Zaangażowana w ciągły postęp technologiczny, firma oferuje klientom kompletne, nowoczesne rozwiązania FMS jak integrujące wiele centrów obróbkowych Trevisan, systemy zarządzania paletami i zautomatyzowane magazyny narzędzi.

Massimo Marcolin, Dyrektor Handlowy w firmie Trevisan Macchine Utensili
Wyzwanie
Propozycja FMS przedstawiona klientowi przez firmę Trevisan obejmowała linię produkcyjną złożoną z czterech centrów obróbkowych DS600/200C, wspartą systemem wielopaletowym o podwójnej wysokości i 40 stanowiskach, oraz sterowanym przez robota magazynem narzędzi o pojemności 600 stanowisk, zdolnym do obróbki różnych metali, w tym stali specjalnych, stali nierdzewnej, stopów i inconelu.
Będąc głównym wykonawcą, firma Trevisan nawiązała współpracę z Renishaw w zakresie dostawy systemów pomiarowych do kontroli i weryfikacji części i narzędzi, a także z innymi specjalistycznymi dostawcami w zakresie systemu obsługi palet i robotyki. Firma Trevisan od wielu lat używała sprzętu Renishaw we własnych liniach produkcyjnych obrabiarek, a producent zaworów zaaprobował ten wybór.
W przypadku zaworów stosowanych w międzynarodowej branży wydobycia ropy naftowej i gazu jakość produkcji jest najważniejsza. Zawory muszą nie tylko zapewniać bezpieczeństwo pracowników, ale także bezawaryjnie przerywać przepływ ropy lub gazu. Idealna szczelność jest podstawowym wymogiem stawianym zaworom, ponieważ nawet najmniejsze pęknięcie lub najdrobniejsza wada mogą spowodować wyciek oleju lub gazu, który z kolei może zanieczyścić otaczające środowisko naturalne.
Massimo Marcolin, dyrektor handlowy firmy Trevisan Macchine Utensili, powiedział: „Produkcja zaworów wymaga maksymalnej precyzji. W przypadku wewnętrznych części zaworu, gdzie w rdzeniu następuje przechwytywanie przepływu, nie możemy dopuścić do najmniejszej niedokładności. To spowodowałoby, że cały zawór nie nadawałby się do użytku”.
Osiągnięcie wymaganego, wysokiego poziomu dokładności i jakości części stanowiło wyzwanie dla pomiarów i weryfikacji części i narzędzi:
- Weryfikacja i ustawianie części przed procesem: określenie dokładnego położenia surowca na palecie, jego dokładnych wymiarów oraz wszelkich naddatków materiału umożliwia optymalizację procesów obróbki zgrubnej, frezowania i toczenia.
- Weryfikacja części w trakcie procesu: pomiary elementów obrabianych w trakcie cyklu w celu weryfikacji i kontroli wydajności.
- Pomiar narzędzi w trakcie procesu: zautomatyzowana kontrola stanu narzędzi, zapobieganie ich zużyciu i uszkodzeniu.
- Weryfikacja narzędzi do obróbki wykańczającej: sprawdzanie narzędzi skrawających pod względem zużycia lub uszkodzenia przed końcowymi procesami obróbki wykańczającej.
Marcolin wyjaśnia: „System FMS zaprojektowano w taki sposób, że każdy zawór jest obrabiany na jednym centrum obróbkowym, a celem jest wyprodukowanie zaworu idealnego, gotowego do zamontowania i użycia. Wymaga to, aby wszystkie operacje obróbki wykańczającej były wykonywane w maszynie. To oznacza z kolei, że narzędzie wykańczające musi być perfekcyjne pod względem precyzji”.
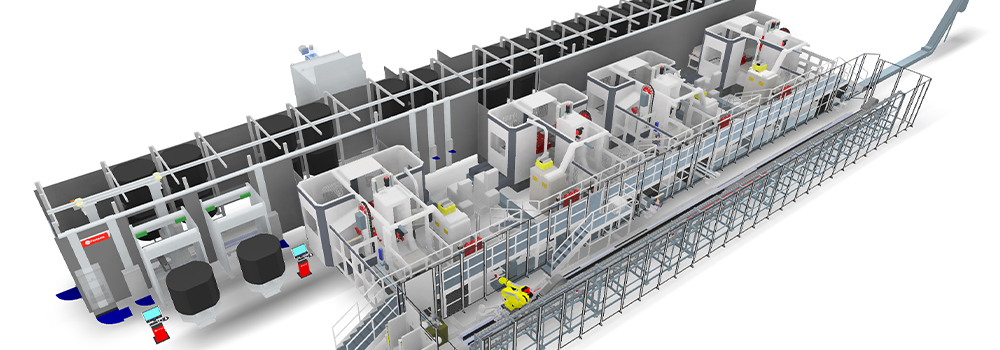
Elastyczny system produkcyjny firmy Trevisan do produkcji zaworów
Rozwiązanie
Technologia sondy inspekcyjnej
Każda sztuka surowca docierająca do centrum obróbkowego na palecie jest automatycznie mierzona na obrabiarce za pomocą sondy radiowej RMP40 firmy Renishaw, która jest montowana na wrzecionie. Ta miniaturowa sonda elektrostykowa zapewnia łatwy dostęp do wszystkich elementów przedmiotu obrabianego, umożliwiając powtarzalne pomiary jego wymiarów, położenia i wyrównania przedmiotu na palecie z dokładnością do 1 µm.
System pomiarowy komunikuje się z systemem CNC obrabiarki za pośrednictwem radiowego interfejsu obrabiarkowego Renishaw RMI-Q. Wyniki pomiarów są wykorzystywane do zestrojenia układu współrzędnych przedmiotu obrabianego i obrabiarki oraz do ustawienia obrabiarki do operacji precyzyjnego toczenia, frezowania i szlifowania.
Wykorzystując komunikację z użyciem widma rozproszonego z sekwencyjną zmianą częstotliwości (FHSS), w konstrukcji sondy radiowej wyeliminowano trudności związane z „polem widzenia” występujące w dużych wielozadaniowych, centrach obróbkowych. Sonda jest wykonana z materiałów najwyższej jakości. Jest odporna i działa niezawodnie w najbardziej surowych warunkach środowiska, wytrzymując udary, drgania, skrajne temperatury i stałą obecność chłodziwa.
Sonda pracuje w uznanym paśmie fal ISM 2,4 GHz i spełnia wymogi wszystkich międzynarodowych przepisów dotyczących komunikacji radiowej. Oznacza to, że wiele sond radiowych może pracować w tym samym systemie FMS bez wzajemnego zakłócania się.
System RMP40 jest również stosowany w trakcie procesu obróbki zaworów do kontroli wymiarów elementów obrobionych zgrubnie i po obróbce wykańczającej, aby zapewnić kontrolę nad procesem.
Bezdotykowy pomiar narzędzi
Dokładność wymiarowa przedmiotu obrabianego zależy od wielu zmiennych, w tym od odchyłki wielkości narzędzia i bicia. Dokładny pomiar i weryfikacja narzędzia w procesie produkcji zaworów jest niezwykle istotna. Aby uzyskać wymaganą dokładność, zachowując jednocześnie wysoką wydajność produkcyjną centrum obróbkowego, firma Trevisan zdecydowała się na zastosowanie bezdotykowego, laserowego systemu ustawiania narzędzi NC4 firmy Renishaw.
System NC4 jest zainstalowany wewnątrz centrum obróbkowego i przekazuje wiązkę światła laserowego między nadajnikiem i odbiornikiem w taki sposób, aby narzędzia skrawające przechodziły przez nią. Narzędzie przerywające wiązkę powoduje zmniejszenie ilości światła laserowego docierającego do odbiornika, generując sygnał wyzwalania. Powoduje to rejestrację położenia maszyny, co umożliwia dokładne określenie wymiarów narzędzia, jego geometrii oraz ewentualnych uszkodzeń.
System NC4, nadający się do stosowania we wszystkich typach centrów obróbkowych, obsługuje szeroki zakres szczelin roboczych i konfiguracji, a także ma wbudowany układ przedmuchu powietrzem oraz technologie MicroHole™ i PassiveSeal™ chroniące precyzyjne układy optyczne. Mierzy i wykrywa narzędzia lub elementy o średnicy zaledwie 0,03 mm z powtarzalnością ±1 µm.
Ramiona o wysokiej precyzji do ustawiania narzędzi
Zautomatyzowane ramię pomiarowe o wysokiej - precyzji (HPMA' firmy Renishaw, obsługujące część operacji ustawiania narzędzi w systemie FMS' było również wykorzystywane do pomiarów narzędzi w trakcie procesu oraz wykrywania uszkodzeń narzędzi na tokarce CNC do obróbki wykańczającej.
System HPMA obejmuje zautomatyzowane ramię do ustawiania narzędzi, 3-osiową sondę RP3, zestaw trzpieni pomiarowych oraz interfejs obrabiarkowy TSI3 (używany do komunikacji ze sterownikiem obrabiarki CNC).
Ramię można mocować w uchwytach obrabiarkowych o rozmiarach od 6 do 24 cali, z konfiguracjami trzpieni dla wszystkich standardowych rozmiarów oprzyrządowania od 16 do 50 mm.

NC4+ Blue

Precyzyjne, zmotoryzowane ramię zainstalowane na tokarce Trevisan
Oczywiste wydawało się nam zaoferowanie klientowi systemów pomiarowych firmy Renishaw, ponieważ dobrze je znaliśmy i wykorzystywaliśmy je w codziennej pracy. Dodatkowo, klient podobnie jak my, również pracowała z firmą Renishaw przez wiele lat. Sam zaproponował wprowadzenie technologii firmy Renishaw do tego projektu.
Trevisan Macchine Utensili (Włochy)
Wyniki

Maszyny Trevisan połączone w elastyczny system produkcyjny - FMS
Integrując systemy pomiarowe Renishaw do ustawiania i pomiarów części zaworów i narzędzi skrawających, firma Trevisan Macchine Utensili opracowała dla klienta elastyczny system produkcyjny, który maksymalizuje precyzję i produktywność.
Dzięki automatyzacji wcześniej wykonywanych ręcznie operacji, w systemie FMS wyeliminowano zarówno ryzyko błędu ludzkiego, jak i ryzyko złomowania spowodowane nadmiernym zużyciem lub uszkodzeniem narzędzi. Pomiary są wykonywane z większą dokładnością bez uszczerbku dla produktywności.
Od czasu uruchomienia systemu FMS z pełną wydajnością producent zaworów odnotował znaczący wzrost ogólnej wydajności o 60% oraz zerową liczbę usterek. Produkuje więcej zaworów o wysokiej precyzji dla branży wydobycia ropy naftowej i gazu, bardziej niezawodnie i bez strat.

